Met schroefdraad inserts kunt u eenvoudig, snel en betrouwbaar schroefdraad in kunststoffen en composieten aanbrengen. Wij helpen u graag op weg met de belangrijkste punten waarmee rekening moet worden gehouden bij het selecteren van een schroefdraadbevestiger voor gebruik in deze materialen.
Vaststellen van de mechnische sterkte
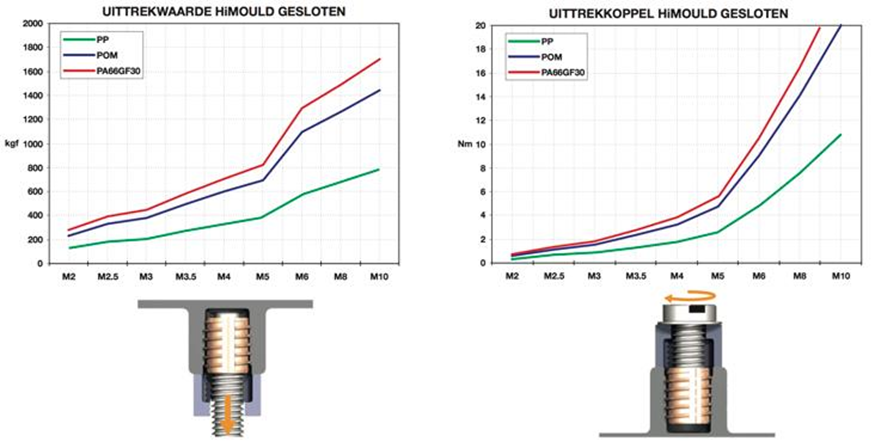
Het belangrijke punt voor het ontwerpen van een betrouwbare verbinding met inserts in kunststof is het vaststellen welke mechanische sterkte nodig is voor het goed functioneren van de beoogde toepassing. De mechanische sterkte van inserts in kunststoffen, composieten en lichte legeringen zullen afhangen van de manier waarop deze worden belast bij de montage van de schroefverbinding. Het heeft de voorkeur om het te monteren onderdeel af te steunen op de insert. Dan heeft het aandraaimoment bij de assemblage nauwelijks invloed op de sterkte van de verbinding. Indien de insert niet wordt afgesteund, ontstaat er een risico dat deze bij een te hoog aandraaimoment uit het kunststof wordt getrokken. Het aandraaimoment moet dan worden beperkt. Tevens is er een verhoogd risico dat de voorspanning verminderd door de kruip van het kunststof.
Voorkeur: Insert wordt ondersteund Niet ideaal: Insert wordt niet ondersteund
Het productieproces
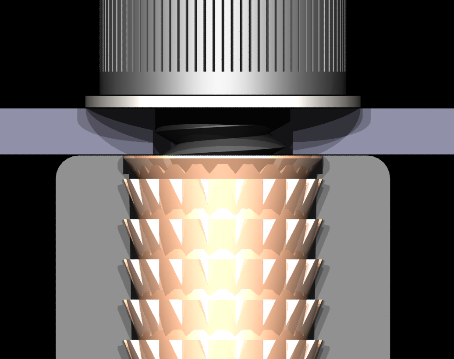
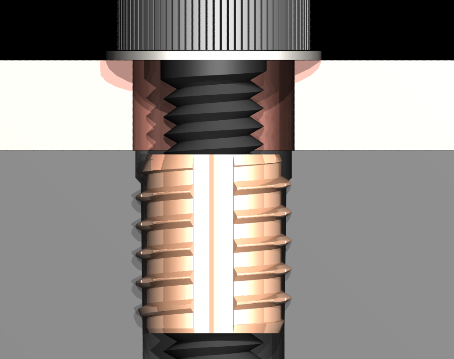
Een goede kennis van het productieproces en het te gebruiken type kunststof is zeer belangrijk. In de meeste gevallen worden kunststof onderdelen geproduceerd door middel van een spuitgietproces. Bij injectie, compressie, rotatie of blazen, hars geïnjecteerde processen voor GFK en composieten en vacuümvormen is het mogelijk om de inserts in het matrijsgereedschap te plaatsen voordat de kunststof wordt geïntroduceerd. Dit proces wordt beschreven als mould-in en geeft in het algemeen de hoogste mechanische sterkte van een insert. Onze HiMould inserts plaatst men op in de matrijs aanwezige gladde pennen. Het kunststof smelt tijdens het spuitgietproces om de HiMould insert heen. Het ontwerp van een component laat dit echter niet altijd toe. Als alternatief kan men ook pennen plaatsen in de matrijs waardoor er gegoten montagegaten kunnen worden geproduceerd. Voor onderdelen die uit kunststofplaat worden vervaardigd kunnen machinaal bewerkte gaten worden aangebracht voor het plaatsen van de insert. Er kan dan gekozen worden voor het inpersen of indraaien van de insert na het spuitgietproces (post-mould). De keuze het juiste type insert hangt af van het soort kunststof dat wordt toegepast. Bij gebruik van thermoplastisch materiaal, dat na verhitting weer zacht wordt, kunnen de inserts worden ingeperst. Voor thermoharders die niet smelten, is het indraaien (zelftappend) van de inserts het meest geschikt.
Productievolumes
De verwachte productievolumes spelen ook een rol bij de beslissing om de inserts in te gieten tijdens het spuitgietproces of ze na het spuitgieten te installeren. Hoewel processen zoals rotatiegieten zich lenen voor het handmatig ingieten van inserts, kunnen ze het spuitgietproces vertragen; tenzij de productie van zeer grote hoeveelheden de investering in robotica rechtvaardigt om de spuitgiet delen te ontladen en vervolgens de inserts automatisch te plaatsen binnen de vereiste spuitgietcyclustijd.
Keuze inserts
Wij bieden inserts aan in messing, staal, RVS 303 en 316. Messing is het meest populair, omdat het sneller kan worden bewerkt tijdens de productie, en het kan economisch worden gerecycled. Verder is een nabehandeling van de insert niet nodig aangezien messing een goede corrosiebestendigheid heeft. Bij het ingieten van messing insert is het minder waarschijnlijk dat het matrijsgereedschap wordt beschadigd als het tijdens de matrijscyclus de insert verkeerd wordt geplaatst.
Inserts installeren
Voor het installeren van de inserts na het spuitgietproces (post-mould) bieden wij twee verschillende mogelijkheden:
- Wij hebben Multisert inserts, die koud of met warmte kunnen worden ingeperst (ultrasoon of verhitting).
- Ook hebben wij zelftappende Trisert inserts, die na het spuitgieten of in een gegoten of machinaal aangebracht montagegat kunnen worden ingedraaid.
Over het algemeen wordt een inpersvariant afgeraden voor toepassingen in thermoharder materiaal. Ze zijn bij uitstek geschikt om te persen in zachtere kwaliteiten van thermoplastische materialen, zoals ABS en Polypropyleen, of met warmte in hardere kwaliteiten, zoals Acryl en Nylons, in het bijzonder als ze met glas of met mineralen gevuld zijn.
Bij inserts met een grote schroefdraad kan het thermisch inpersen problemen opleveren. Er is aanzienlijk meer vermogen nodig om ze te verwarmen tot de juiste temperatuur en er is na de installatie meer tijd nodig om de het kunststof voldoende te laten afkoelen om de positionering van de insert in het werkstuk te fixeren. Als alternatief kunnen zelftappende Trisert inserts worden toegepast.
Met name in thermohardende kunststoffen en in hardere thermoplasten met glasversterking bieden de zelftappende Trisert inserts de meest kosteneffectieve en betrouwbare oplossing. Voor kleine productievolumes is het een zeer flexibel proces waarvoor geen dure installatieapparatuur vereist is. Voor grotere volumes kan de installatie eventueel naast de spuitgietmachine plaatsvinden tijdens de spuitgietcyclus. Deze vaak onbenutte tijd levert zo een aanzienlijke kostenbesparing op ten opzichte van het thermisch of ultrasoon inpersen.
Advies op maat
In de datasheets van de producten vindt u indicatieve sterktewaarden in PP, POM en PA66GF30.
Heeft u een uitdagende toepassing? Onze engineers helpen u graag met het plaatsen en beproeven van de inserts. Neem contact met ons op.
Klik hier voor onze informatiepagina met handige video's over het snel en betrouwbaar aanbrengen van verschillende soorten inserts in kunststof.